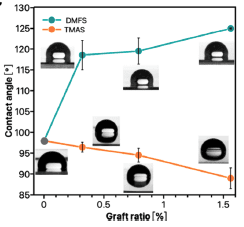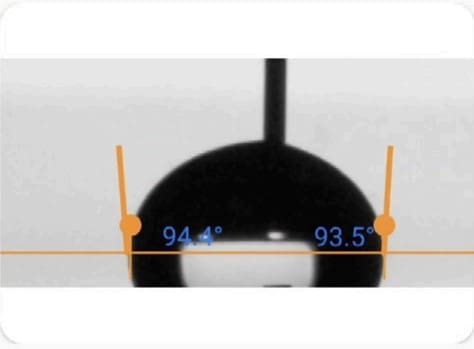
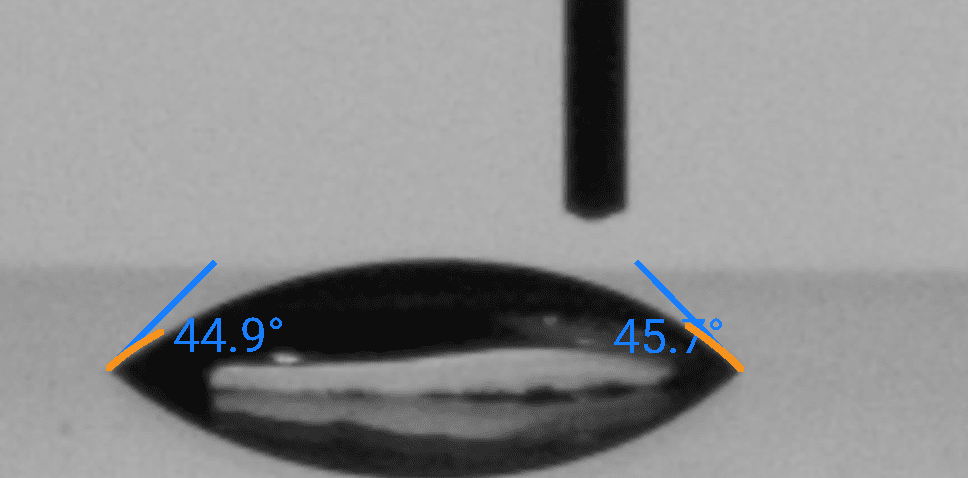
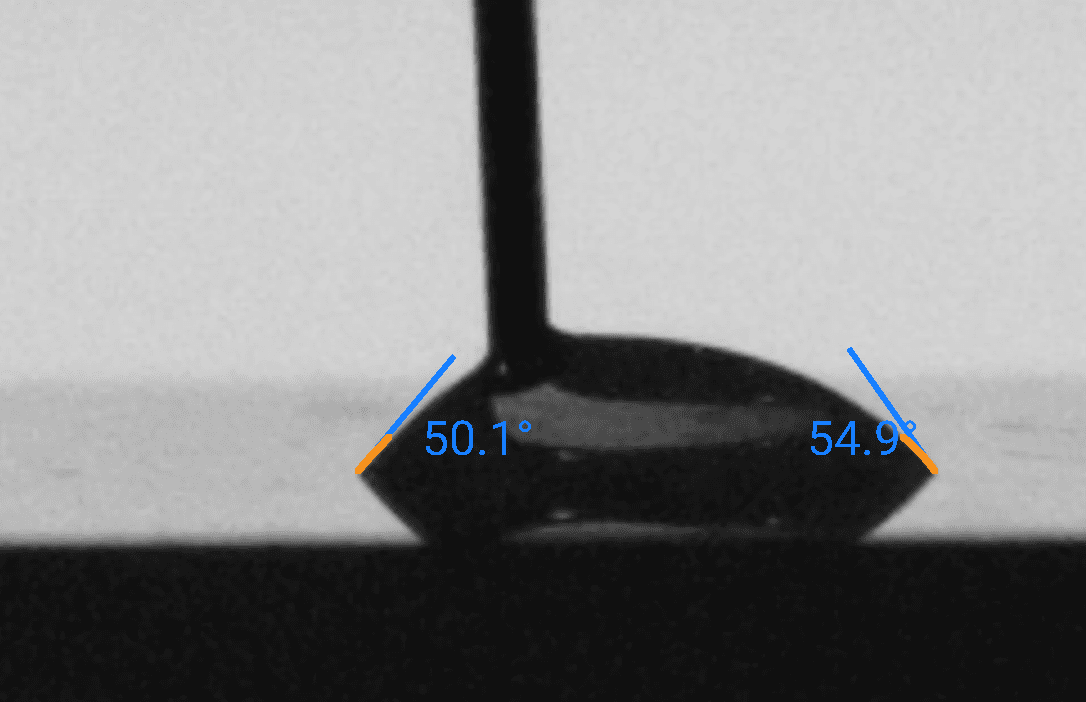
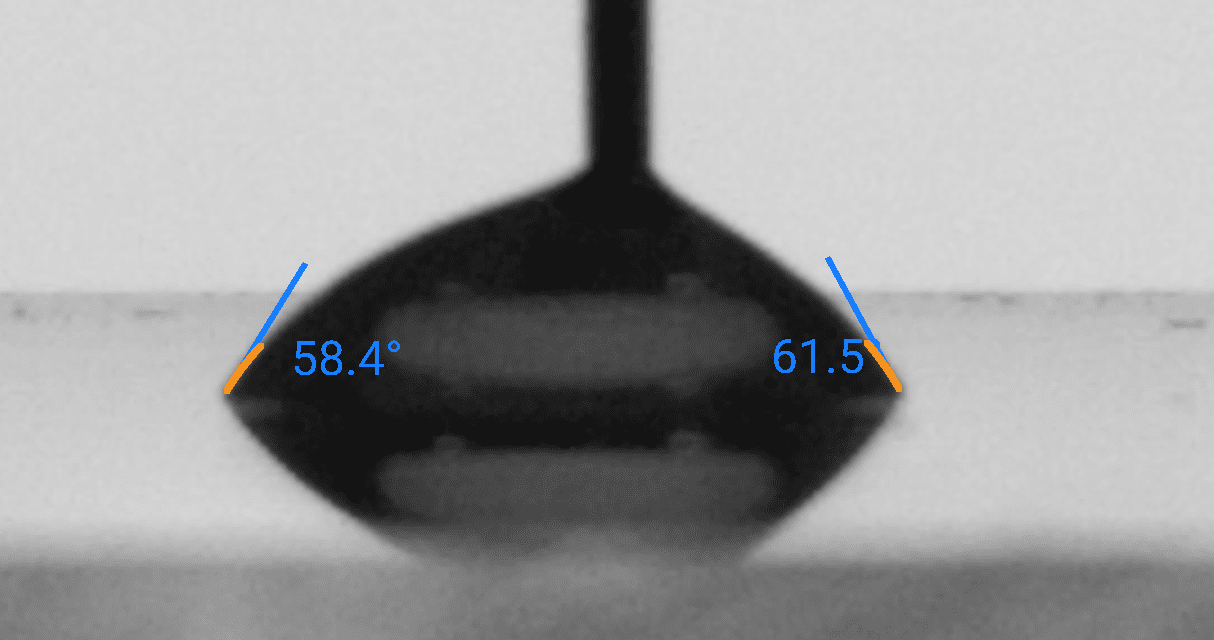
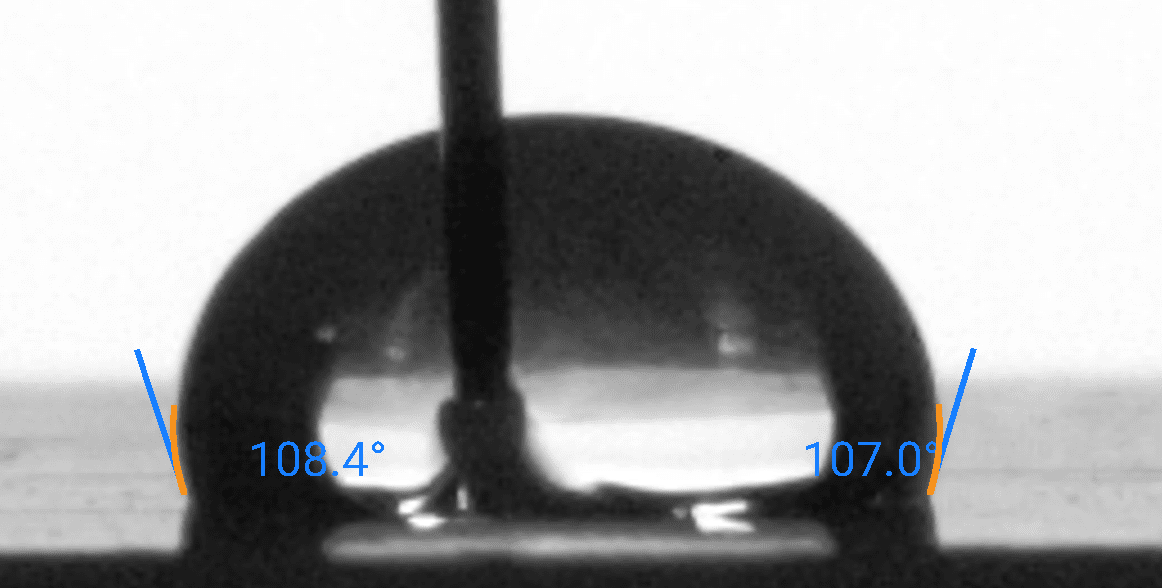

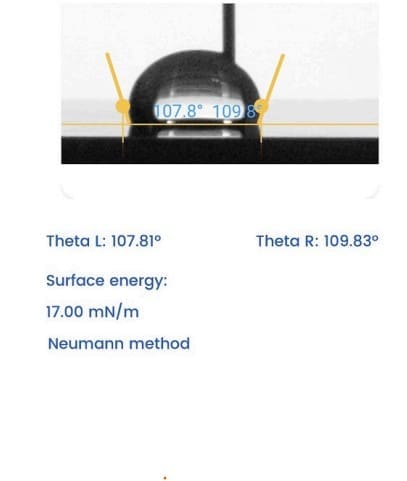
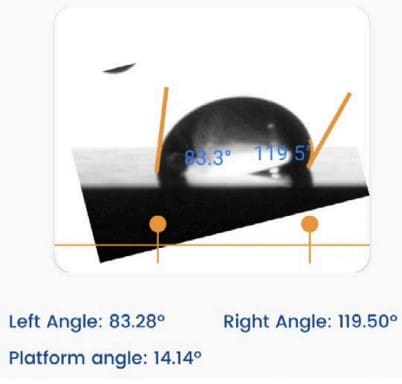
The Droplet Lab Dropometer was used to quantify how small-molecule spacer chemistry changes the silicone elastomer’s surface wetting behavior via water sessile contact angle measurements. Specifically:
- Films of fluorinated-spacer elastomers (DMFS series) and amine-containing spacer elastomers (TMAS series) were tested to compare hydrophobicity vs. hydrophilicity.
- The instrument captured droplet profiles and computed contact angles using Droplet Lab Sessile software “smart mode” (Young–Laplace + polynomial fitting), providing an objective metric for surface modification effects (Section 2.2.7, page 2).
This is the paper’s primary quantitative surface-property measurement, supporting claims about self-cleaning and repellency (Figure 4b–c, pages 5–7).