15–20%
of annual revenue consumed by Cost of Poor Quality in typical manufacturing operations
American Society for Quality
Add a numeric, audit-ready wettability screen between surface preparation and bonding. Stop adhesive failures that originate upstream before the adhesive is ever applied.
Droplet Lab builds precision instruments and software for surface science measurement, specialising in contact angle analysis and surface tension characterisation. Used by researchers across materials science, pharmaceuticals, coatings, and advanced manufacturing, Droplet Lab's Dropometer has contributed to studies published in peer-reviewed journals including Advanced Functional Materials (Impact Factor 19). The team combines instrument engineering with deep domain knowledge in wettability science with a focus on practical accuracy.
Independent benchmarking and publication-based validation references.
Benchmark Validation
Our Contact angle and pendant‑drop surface tension methods have been benchmarked against KRÜSS DSA100E reference measurements.
Publication Evidence
Our instruments are referenced in peer‑reviewed journals, theses, and conference publications
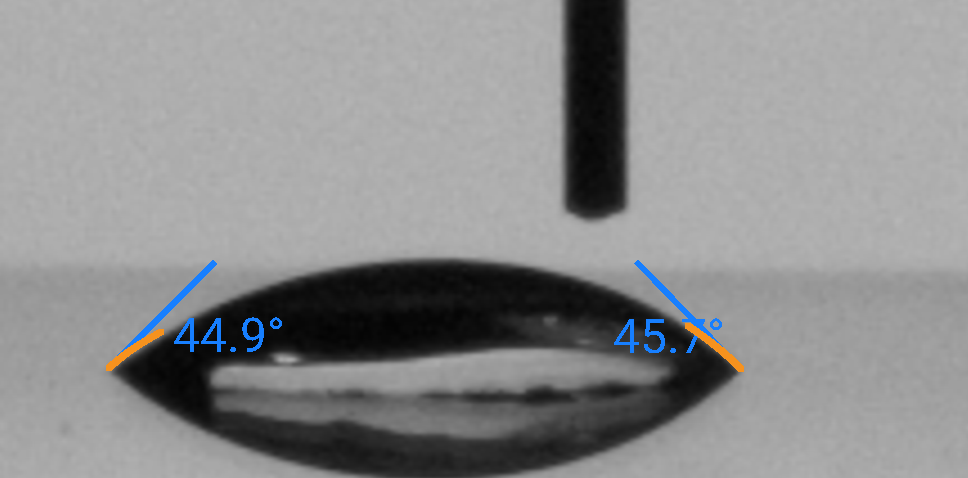
Representative output format. Values are illustrative; your site-specific gates will differ based on your calibration study.
Dropometer contact angle measurement — DI water on glass. Left contact angle: 44.9°, right: 45.7°. Blue lines show the fitted tangent at each contact point; orange lines show the baseline. This is the type of output used to make a pre-bond PASS / HOLD decision.
Zone D result indicates localized contamination at an operator-handling point. Part held for re-cleaning before bonding proceeds. Zones A, B, E cleared. Zone C flagged for follow-up check after re-handling. This output would be included in the pre-bond QC record for this lot.
Spotted an issue in this summary? Send a correction request and our team will review it.
Correction Request
We work hard to keep this standards summary accurate and up to date. If you spot an error (wrong revision/year, missing requirement, incorrect interpretation, or broken link), tell us and we'll review it.
Contact us to report a correction